| Author | Message | ||
Reepicheep |
Long story, one that involved me being stupid for a moment, but I now have a KLR-250 head with messed up cam journals. On the Kawker, the journals are the head on the bottom side, caps on the top. Researching a little, it looks like a way to address this is to simply deck the caps (lowering them), then re-bore the head journals. I have an email out to a thumper head rebuilder for an estimate, but I was thinking about the following... It's important to note hear that the KLR-250 head has a cam that actuates a paddle, and that paddle is attached to two fingers that go out to the valves. There is a screw and nut adjuster on top of each valve, that lets me take out something like up to 3/8's of an inch of play. So the cam itself could be "sunk" into the head quite a bit, and the valves would still adjust right into spec easily. I have specs on the head: Camshaft journal diameter: 22.940 - 22.955mm (22.91mm service limit) Camshaft bearing inside diameter: 23.000 - 23.013mm (23.07mm service limit). So here is what I am thinking, being unburdened by really knowing what I am getting into... 1) Take 23mm (or 29/32) drill bit, and cut it's tip off to make it a poor mans end mill. 2) Put the drill in the existing pair of journals and lightly bolt on the journal caps (maybe with a shim). 3) Spin the drill carefully and slowly until it spins freely. 4) Remove caps and inspect to see how much "new metal" has been cut. 5) repeat steps 2-4 until 80% of the journal is "new exposed metal". Deck the journal caps if necessary (simply put them on a piece of glass with a fine grit sand paper and sand). The hole needs to be really concentric and it needs to be between 23.000 and 23.07 mm. But it can "move" quite a bit in terms of where it is centered. Other important data? I have a new head on the way from ebay, and it was only $125, but it may be missing one cam cap. The bike I am doing this too was $600 when I bought it. That being said, I really like the bike and want it to be reasonably reliable. Not "crossing the country on it" reliable, but "I'm an hour away from home and burned a vacation day and hate to waste it" type reliable. I don't mind more frequent valve adjustments for a while... its easy on this bike. So am I crazy? How big a hole will a 23mm drill bit make? How precise will it be? Another option is to find somebody that has the end mill and appropriate milling machine already, and have them do it. Seems like it ought to be less then a 1 hr job... clamp mill bit in head, put bit in milling machine, bolt head on table, and start milling. Just for reference, here is the head in question... 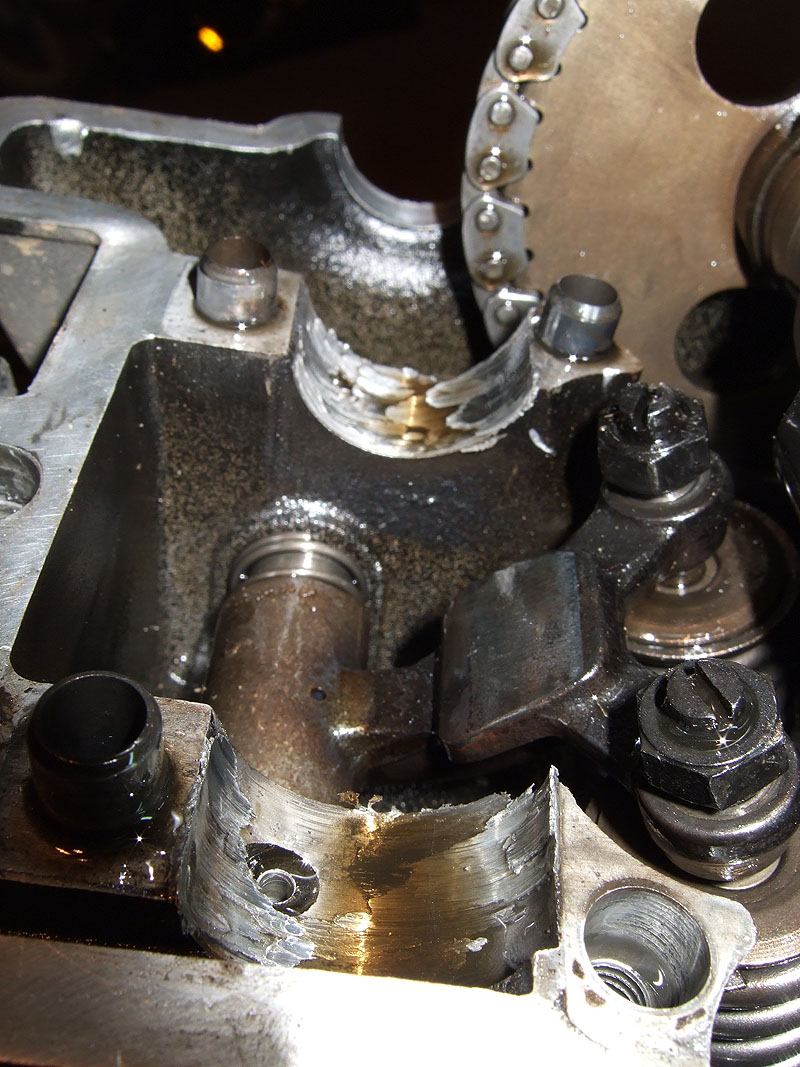 Thoughts from people that actually know what they are doing, and free of the optimism that only ignorance can bring?  | ||
Road_thing |
Reep: What you want is a reamer, not a drill or an end mill. Reamers take slightly undersized holes out to a precise diameter with a nice smooth finish. You'll probably still have to deck the caps. I'm not sure how round the hole will end up, since you will still have some damage in the area near the split and decking the caps isn't going to do you any good there. It looks like there's pressurized oil on those journals--you'll have to get it pretty close to round to maintain the correct PSI. Since the head is junk anyway, it's probably worth a try. Check out Enco (use-enco.com) for reamers. rt | ||
Reepicheep |
Cool! Thanks! My neighbor (tool and die maker who probably designed the dies that made the jiffy leg on your Harley) told me that the drill bit / mill was a bad idea. He didn't mention the reamer though, that makes perfect sense. Hmmm... 23mm chucking reamer for $43. http://www.use-enco.com/CGI/INSRIT?PARTPG=INSRAR2& PMAKA=331-1484&PMPXNO=2609538 (ummm... whats a chucking reamer?) Hey, there is an adjustable reamer for $21... http://www.use-enco.com/CGI/INSRIT?PARTPG=INSRAR2& PMAKA=334-1113&PMPXNO=946261 But I don't think that will let me get far enough along that second journal... I need something that cuts right to the end... http://www.msdiscount.com/columnar.aspx?cat_id=534 0&session_id=936823356&category_site=STARTOOL Unknown company and an import part, but thats down to $51. That place has adjustable reamers as well, and they look like they would go closer to an end cut, but still not there. Another place, solid piece, $53. http://www.industrialboys.com/columnar.aspx?cat_id =1081&session_id=831179529&category_site=STARTOOL Anybody got a 23mm reamer they want to loan me? | ||
Mark61 |
Moving the holes down ward as you seem to want to do will put more that half the diameter down in the head. How are you going to do that unless you slide the cam back in from the side? Anyone with a mill/drill could clean this up. Cut the whole area down and then re bore the holes with the caps in place. Hell you might even be able to do it with a lathe if you wanted to do the jigging and set up for re-boring. Mill will definateley be easier! mark61 | ||
Jlnance |
Thoughts from people that actually know what they are doing, and free of the optimism that only ignorance can bring? Have you talked to Pammy? Give her a call if you haven't. | ||
Reepicheep |
Mark, good point. The new journal engagement would not be 100% of the circumference. Nor do I suspect it needs to be 100%... it would be a bit of a "capped U" shape. I'm sure Pammy and Wes could have this thing better then new in no time... but I already got a replacement head in (claimed) good shape (minus one cap, I'll have to figure that out) for $125 to my door. I'm looking to do this on on the cheap. The $50 reamer is already at the top end of what I would want to invest in an experiment. The concern about the mill was that if you mill it to 23mm exactly, you are stuck with a lot of machining marks... so you would actually want to go under that, then polish it out. How much under? Then how much polish? I think thats where the reamer works better, it makes and finishes the right sized hole. | ||
Newxb12ss |
Typically the cap mounting surface should be skimmed to bring it's half of the axis closer to the head. Then the cap and head assembled and align-bored with a reamer or a fly-cutter. Nearly complete cleanup and accurate sizing is possible. If you want it done right, it will be more than an hour job for sure. | ||
Richsm2 |
are you sure that the head in the pic does not have insert bearings? looking at the picture at the right hand corner just makes me want to ask. | ||
Reepicheep |
Got a parts bike on Ebay for $550, salvaged the head from that, and am selling off the rest of it... Unfortunately, it is NOT an insert, it's just a weak oiling system with soft aluminum... I made the ultimate repair to that KLR-250 after I fixed it... I sold it and bought a KDX-200. The bike doubled it's horsepower and dropped 150 pounds. Whee! |